

锂离子电池极耳焊接质量会直接影响电池安全性和倍率性能,本文是一个极耳焊接点大电流熔断测试。
测试条件
(1)原料规格:Al极耳, 材质A1050-O,宽度6mm,厚度1mm,长78mm。
(2)焊接设备:激光焊接机。
(3)通电设备:5V 300A充放电设备。
(4)温度测试设备:NEC热成像记录仪。
测试方法与过程
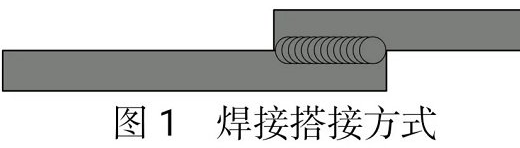
(1)焊接搭接方式:两块Al板搭接10mm,焊接Al板两侧面,如图1所示(不太合理)。
(2)焊接条件:
峰值功率 6000 W;
频率25 Hz;
焊接速度 4 mm/s;
能量约16 J。
(3)通电条件:
极耳两侧连接充电电机正负极,通电流300A,每100ms记录一组电压、电流数据。
采用热成像仪测试温度,每10s记录一次数据,并观察焊接点情况。
测试结果
(1)焊接情况:焊接实物如图2所示。

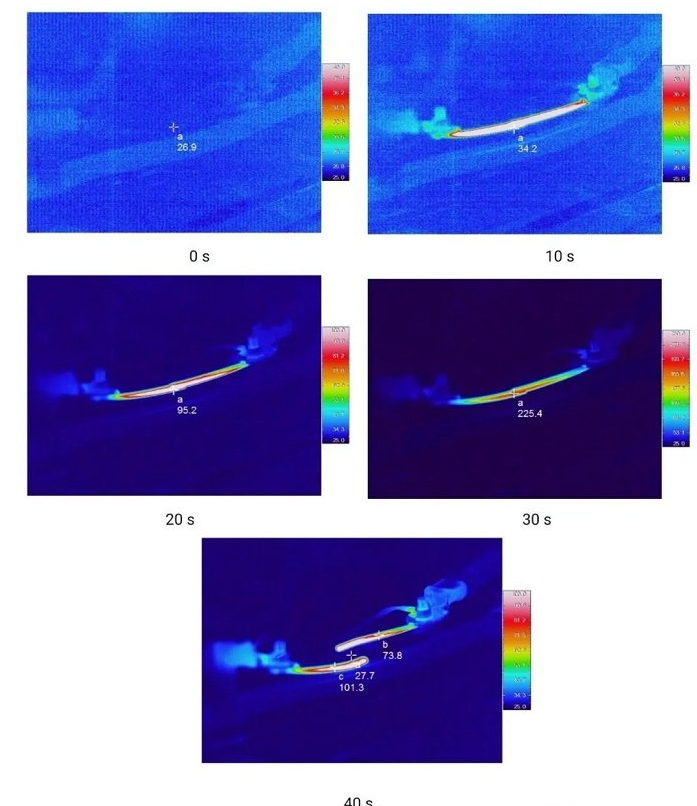
(2)通电测试焊点温度演变
Al板焊接后,两端连接充放电机正负极,通300A电流,热成像仪观察温度分布情况。通电过程中,焊点温度最高,10s时温度达到34.2℃,20s时达到95.2℃,30s时温度达到225.4℃,随后焊点熔断。温度分布如图3所示。
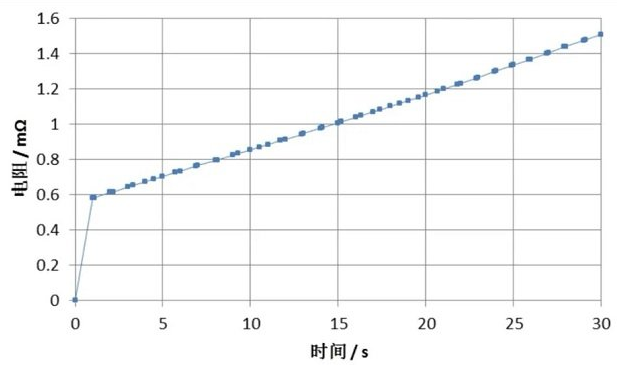
(3)通电测试电阻演变
根据记录的电压和电流数据,计算通电过程中,电阻的演变过程,如图4所示,随着时间推移,温度不断升高,电阻呈线性增加,由开始的0.58mΩ变为1.51mΩ,第30s时,焊点熔断。
(4)通电焊接熔断情况
通300A大电流时,焊接点维持了约30s,第30s时,焊点熔断。
结论与建议
本次试验,300A大电流通电,焊接点维持了30s时间。通过探讨焊接方式,增强焊接能量,大电流通电时间还可能可以继续延长。
如您有相关产品需要咨询,欢迎您直接来电4000-1998-38咨询我司工作人员,获得详细的费用报价与周期等信息。
